

工艺#1 | 液压阀体最有效去毛刺工艺-热能去毛刺
1
毛刺问题
液压阀对阀体内部加工孔及流道的光洁度和精度要求极高。毛刺的存在会引发诸多问题,如:
堵塞油路 :阀体内部毛刺脱落会堵塞油路,导致油流受阻,系统压力不稳定,进而使执行机构动作迟缓甚至失效。
加速零部件磨损 :油路中的毛刺会增加摩擦力,导致各液压阀的零部件磨损加快,使用寿命缩短,维护成本增加。
破坏密封面 :油路中的毛刺会破坏密封面,导致液压油泄漏,系统效率下降,还会造成环境污染。
导致阀芯或阀杆卡滞 :油路中的毛刺脱落后的碎片或杂质可能进入阀芯与阀座的配合间隙,引起液压阀阀芯或阀杆卡滞,使液压阀无法正常工作。
引发啸叫异响 :油路中的毛刺会引起油流不稳定,从而导致液压阀整体产生啸叫异响等。
由此可见,毛刺能否有效去除是影响液压阀性能与可靠性的关键因素之一,因此去毛刺工艺至关重要。热能去毛刺工艺能够有效且完全清除存在复杂加工孔及交叉孔道的阀体内部的毛刺。
目前,液压阀主流的去毛刺工艺主要有热能去毛刺工艺和高压水去毛刺工艺。
2
去毛刺工艺
高压水去毛刺(Water Jet Deburring)
工作原理 :通过高压泵将水加压至数百至数千巴,通过喷嘴形成高速水射流,冲击工件表面,去除毛刺和杂质。
热能去毛刺(Thermal Energy Method, TEM)
工作原理 :将阀体置于密封腔体内,将甲烷和氧气的混合物充满密封腔体及阀体孔内。用火花塞点燃混合物,瞬间产生高热量(约3315℃),燃烧冲击波的速度可达8马赫。温度升高到其燃点之上,毛刺会在腔室内的过剩氧气内燃烧,产生氧化物粉末。燃烧继续,直至毛刺达到零件表面,然后热量可以流动到零件的主体,火焰熄灭,毛刺去除完成。
3
工艺效果展示
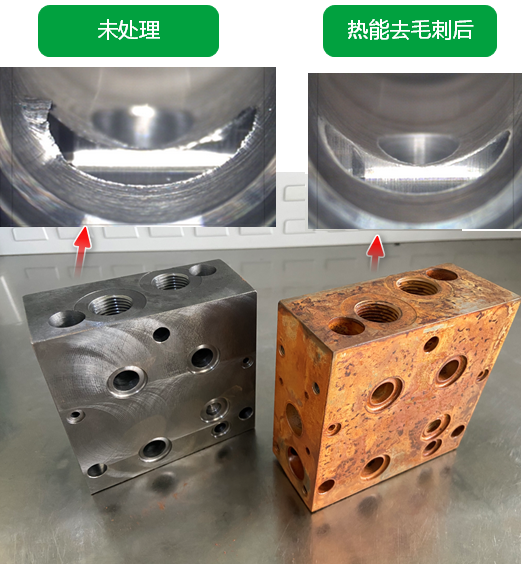
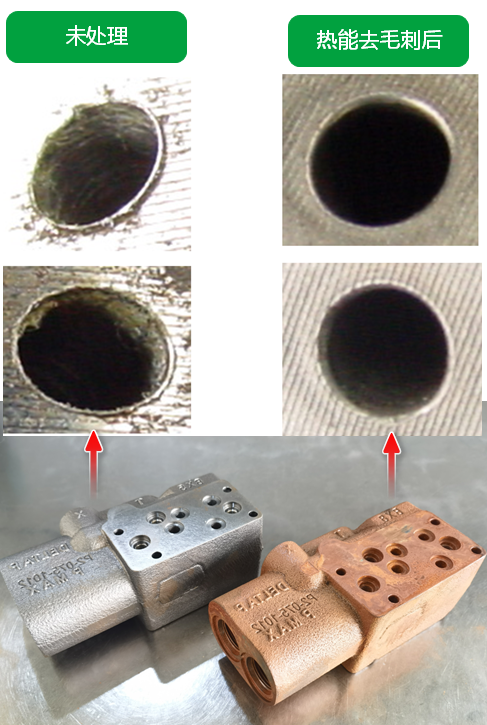
注:热能去毛刺后,由于高温和富氧环境,可能会在工件表面形成氧化层,这属于正常现象。经过清洗后可完全清除。
案例2
4
工艺优缺点对比
热能去毛刺工艺优缺点
优点
-
可有效去除复杂内腔和交叉孔内难以触及的毛刺。 -
毛刺处理均匀,且对工件主体尺寸、结构、精度、金相结构不会产生任何影响,适合高精度零件。 -
效率极高,且可大批量处理。毛刺燃烧只需15 - 25毫秒,而单工序也只需约3分钟。
缺点
-
设备成本较高,最小容量设备需百万人民币。
-
仅使用水,无化学污染。 -
适合多种材料和复杂形状,可精确控制,减少对工件的损伤。 -
适合大批量生产。
缺点
-
无法处理阀体交叉孔毛刺。 -
整体投资较大,需处理废水,防止污染。 -
会导致某些材料变形从而不适用。

成熟全面的工艺是做好多路阀的关键,海弗液压阀采用国际一流的生产工艺流程,所有阀体加工工艺均自主加工完成。热能去毛刺工艺作为核心工艺之一,有效提升了阀体的清洁度和可靠性,确保液压阀的性能和寿命。
地址:天津经济技术开发区黄海一街17号
电话:022-66377061
网址:www.haifluid.com
邮箱:sales@haifluid.com
▲ 长按二维码关注我们
